

导语:在标准的应用过程中,可以看到无论是试块要求还是检测面要求,均提到表面粗糙度的要求即(Ra),那么何为表面粗糙度?表面粗糙度数值大表面光滑,还是数值小表面光滑?表面粗糙度(Ra)代表什么?如何计算?如何测试等等?同编者一同带着疑问,逐条去了解。
一、什么是表面粗糙度?
经过机加工的表面,不可能是绝对的平整和光滑的,实际上存在着一定程度的宏观的或微观的几何误差。表面粗糙度是反映微观几何误差的一个指标,即微小的峰谷高低程度及其间距状况。
二、表面粗糙度数值大表面光滑,还是数值小表面光滑?
数值越大表面越粗糙,数值越小表面越光滑。
三、表面粗糙度(Ra)代表什么,值如何计算?
轮廓算术平均偏差 Ra:在取样长度(lr)内轮廓偏距绝对值的算术平均值。在实际测量中,测量点的数目越多,Ra越准确。Ra的计算公式参考下式及下图。
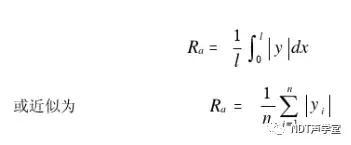
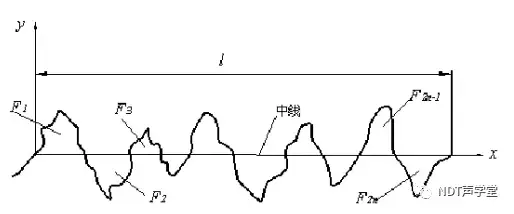
在取样长度范围内,对轮廓偏距(包络中任一点与X轴的距离)取绝对值的算术平均值。从公式中可以看出即对包络形成的面积进行积分(即个点轮廓偏距求和),再算平均值。
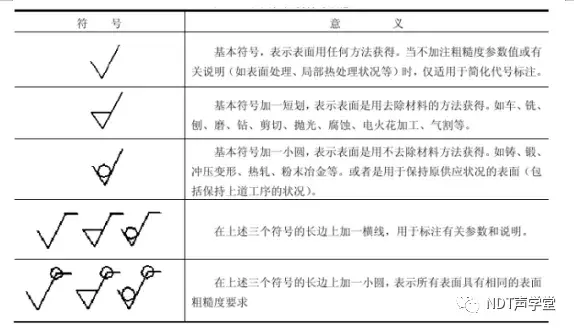
四、表面粗糙度的符号表示及意义?
五、表面粗糙度(Ra)值的测试方法
A、比较法
比较法测量简便,使用于车间现场测量,常用于中等或较粗糙表面的测量。方法是将被测量表面与标有一定数值的粗糙度样板比较来确定被测表面粗糙度数值的方法。 比较时可以采用的方法: Ra > 1.6μm 时用目测,Ra1.6~Ra0.4μm 时用放大镜,Ra < 0.4μm 时用比较显微镜。比较时要求样板的加工方法,加工纹理,加工方向,材料与被测零件表面相同。
B、触针法

利用针尖曲率半径为2微米左右的金刚石触针沿被测表面缓慢滑行,金刚石触针的上下位移量由电学式长度传感器转换为电信号,经放大、滤波、计算后由显示仪表指示出表面粗糙度数值,也可用记录器记录被测截面轮廓曲线。一般将仅能显示表面粗糙度数值的测量工具称为表面粗糙度测量仪,同时能记录表面轮廓曲线的称为表面粗糙度轮廓仪。这两种测量工具都有电子计算电路或电子计算机,它能自动计算出轮廓算术平均偏差Ra,微观不平度十点高度Rz,轮廓最大高度Ry和其他多种评定参数,测量效率高,适用于测量Ra为0.025~6.3微米的表面粗糙度。
六、实例应用
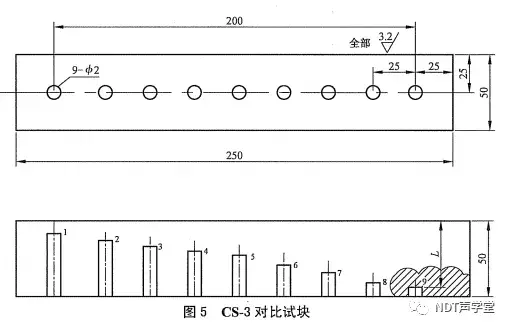
如标准中CS-3试块,对照以上应该明确:Ra≤3.2μm。试块表面是用去除材料的方法获得。





